


Product Introduction
This comprehensive parts kit encompasses all critical wear components, sealing elements, and mechanical hardware for the 150QMD BOP air test pump, manufactured to OEM specifications with premium-grade materials. Unlike generic aftermarket parts that cause fit gaps and premature failure, each component is precision-machined and molded to match the original pump’s dimensional and performance parameters, guaranteeing drop-in replacement and consistent operational efficiency. The parts cover every functional subsystem of the pump, including pneumatic actuation, hydraulic pressurization, sealing, and valve control, making it the definitive repair solution for 150QMD pump maintenance.
Functional Specifications
- Pressure Compatibility: Sustains operating pressures from 0–150MPa, with sealing elements rated for 1.5x overpressure protection to prevent burst failure during pressure spikes.
- Media Compatibility: Resists degradation from water-based test fluids, mineral oil, and glycol-based hydraulic fluids, the standard media for BOP pressure testing.
- Pneumatic Efficiency: Precision-machined plungers, bushings, and valve components minimize air consumption, maintaining consistent pressure output with 0.7–0.8MPa compressed air input (industry standard rig air supply).
- Leak-Proof Performance: Custom-formulated sealing elements (O-rings, V-type packing) deliver zero leakage across -20°C to 80°C temperature ranges, adapting to extreme field climates.
Structural Advantages
- Modular Design: Parts are segmented by pump subsystem (sealing, actuation, valve control) for targeted repairs, reducing disassembly/reassembly time by up to 40% compared to generic parts.
- High-Strength Hardware: Load-bearing components (plungers, piston rods, nuts) are crafted from hardened alloy steel with 45HRC hardness rating, resisting abrasion and deformation under cyclic high-pressure use.
- Precision Sealing System: Multi-stage V-type packing and O-ring sets conform to GB1235-76 industrial standards, creating a redundant sealing barrier that eliminates fluid and air loss.
- Balanced Actuation Components: Commutation springs and spring pedestals are calibrated for consistent reciprocating motion, ensuring stable pressure output without pulsation.
Applicable Operating Conditions
These parts are engineered for the most demanding oilfield and industrial testing scenarios, including:
- Onshore/offshore drilling rigs for BOP stack pressure testing and routine maintenance
- Well control equipment repair facilities and oilfield service yards
- High-pressure hydraulic component testing in remote field locations
- Harsh environments with dust, moisture, and extreme temperature fluctuations
- Compliance-driven testing adhering to API 53, ISO 10423, and regional well control regulations
Maintenance & Servicing Recommendations
To maximize pump lifespan and part durability, follow these industry-best maintenance protocols:
- Preventive Replacement Schedule: Replace sealing elements (O-rings, V-type packing) every 50 pressure cycles or 3 months (whichever comes first); inspect mechanical components (plungers, bushings) every 25 cycles for wear.
- Installation Best Practices: Lubricate sealing components with compatible hydraulic fluid prior to installation; torque hardware to OEM specifications (18–22 Nm for fasteners) to avoid over-tightening damage.
- Inspection Protocols: After replacement, conduct a low-pressure (10MPa) leak test; verify pressure holding capacity for 15 minutes to confirm proper part seating.
- Storage Guidelines: Store unused parts in a dry, dust-free environment at 10–30°C; avoid exposure to UV radiation and harsh chemicals to preserve sealing material integrity.
Frequently Asked Questions (FAQ)
| Question | Answer |
| Are these parts fully compatible with only the 150QMD BOP air test pump? | Yes, every part is precision-engineered exclusively for the 150QMD model with exact dimensional matching to OEM specs; they are not designed for other BOP test pump models to ensure fit and performance integrity. |
| What is the expected service life of the sealing components under regular use? | With proper maintenance and compliance to testing protocols, sealing elements (O-rings, V-type packing) last 50+ pressure cycles; hardened mechanical components (plungers, rods) have a service life of 200+ cycles under normal operating conditions. |
| How do I confirm I’m ordering the correct part for my 150QMD pump repair? | Cross-reference your pump’s existing part number with the MFG. P/N column in this list; match the description and quantity to your failed component. All parts are labeled with OEM part numbers for seamless identification. |
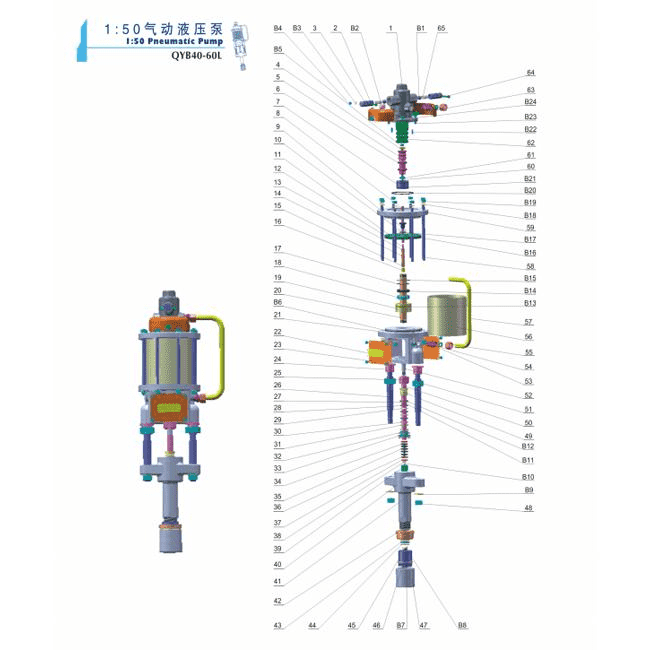
- We supply the following spare parts:
S/N: UOM Manufacturer MFG. P/N DESCRIPTION
1 SET GUA0073 13x24x28 EGO Sealing Element
2 EA GUA0073 QB20-07 Plunger Bushing
3 EA GUA0073 150QMD-00-30 Nut
4 EA GUA0073 QB 20-02 Setting Nut
5 EA GUA0073 GB1235-76-32×3.1 O-ring
6 EA GUA0073 QB20-01 Plunger
7 EA GUA0073 150QMD-00-19 Piston Rood
8 EA GUA0073 150QMD-00-22 Commutation Spring
9 EA GUA0073 150QMD-00-28 Valve Trip Collar
10 EA GUA0073 QB19-15 Piston Nut
11 EA GUA0073 150QMD-00-12 Bushing
12 EA GUA0073 GB1235-76-50×3.1 O -ring
13 EA GUA0073 150QMD-00-04 Air Valve
14 EA GUA0073 QM19-35 193×8 O -ring
15 SET GUA0073 QB6-03 V -type packing
16 EA GUA0073 QB6-11 Spring pedestal
17 SET GUA0073 QB6-09 V- Type seal Ring
18 EA GUA0073 QB6-01 Plunger rood
19 EA GUA0073 150QMD-00-38 O ring (38x 3.1)
20 EA GUA0073 GB1235-76 35X3.5 O-ring
21 EA GUA0073 GB1235-76 28X3.1 O-ring
22 EA GUA0073 GB1235-76 90X3.1 O-ring
23 EA GUA0073 GB1235-76 13×1.9 O-ring
24 EA GUA0073 GB1235-75 22x 2.4 O-ring
25 EA GUA0073 150QMD-00-23 Single Rod
26 EA GUA0073 SS-42F4N2 Relief valve
27 EA GUA0073 200GZJF5-00 CHECK/RELIEF VALVE
28 EA GUA0073 QS-24-00 Relief valve
Field Failure Repair Cases
Case 1: High-Pressure Leakage at Plunger Seal
Scenario: A land rig’s 150QMD test pump failed to hold 120MPa pressure during BOP testing, with fluid leaking from the plunger assembly. Root Cause: Worn QB20-07 Plunger Bushing and degraded 32×3.1 O-ring caused a sealing gap. Repair Solution: Replaced the bushing and O-ring with OEM-spec parts; post-repair test showed zero leakage at 150MPa for 30 minutes, restoring full testing capacity.
Case 2: Intermittent Pressure Output & Air Loss
Scenario: Offshore platform pump delivered inconsistent pressure, with excessive air consumption during operation. Root Cause: Fatigued 150QMD-00-22 Commutation Spring and damaged 150QMD-00-04 Air Valve disrupted pneumatic actuation. Repair Solution: Swapped the spring and air valve; pressure output stabilized, and air consumption dropped to OEM-rated levels, eliminating unplanned test pauses.
Case 3: Relief Valve Malfunction & Overpressure Risk
Scenario: Pump relief valve failed to activate at set pressure, creating overpressure hazards during testing. Root Cause: Seized SS-42F4N2 Relief Valve internal components due to wear. Repair Solution: Installed a new OEM relief valve; valve activated accurately at the 150MPa threshold, restoring critical safety functionality and compliance with well control standards.
Procurement Guidance
Secure reliable, OEM-grade replacement parts for your 150QMD BOP air test pump to eliminate costly downtime and maintain compliance with stringent oilfield testing standards. These parts are manufactured to meet rigorous quality benchmarks, providing a dependable repair solution for routine maintenance and emergency field repairs. Whether you need a full seal kit, individual mechanical components, or valve replacements, this parts list serves as your definitive procurement and technical reference to ensure accurate, safe, and efficient pump operation. Reach out to secure the exact components you need for your 150QMD pump maintenance and repair needs, backed by proven field performance and dimensional precision.



